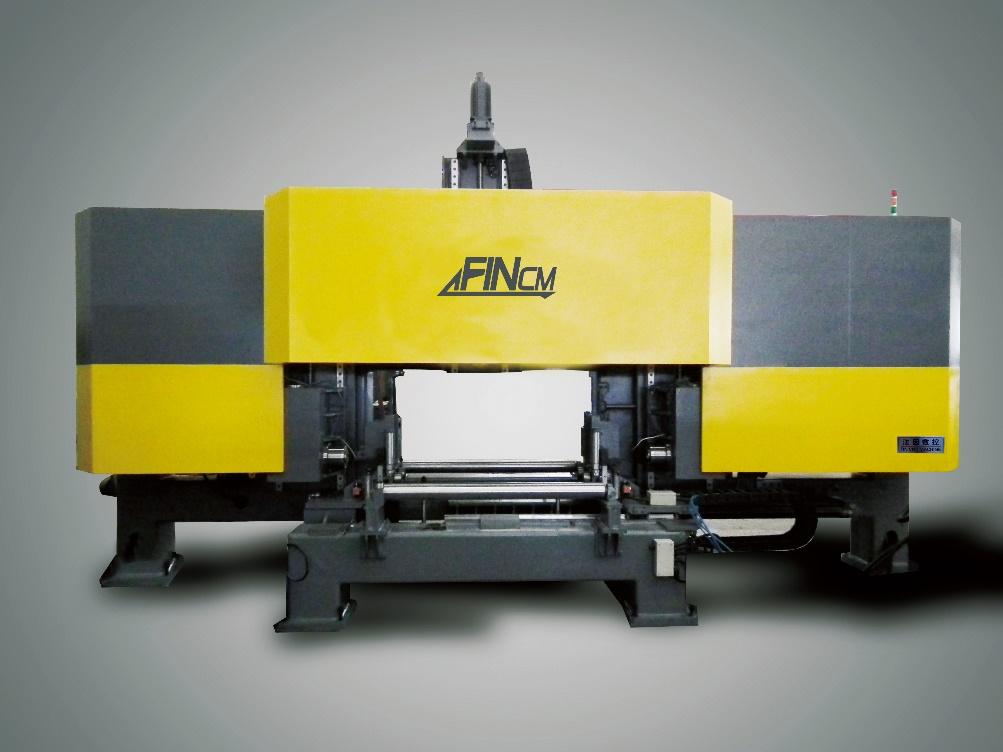



1.Machine Purpose:
This machine tool is mainly used for drilling H-beam, channel steel and other workpieces. The positioning and feeding of the three drilling headstock are all driven by servo motor, PLC system control, CNC trolley feeding, high efficiency and high precision. It can be widely used in construction, bridge and other industries.
2.Machine Features:
i.The drilling machine is mainly composed of bed, numerical control sliding table (3), drilling spindle box (3), clamping device, detection device, cooling system, scrap iron box, etc.
ii.The bed is made of square steel pipe by welding. The square steel pipe is strengthened in the place with greater stress, and the manual aging treatment is carried out after welding. All these ensure the stability of the bed and the accuracy of the whole machine tool.
iii.There are three CNC sliding tables, which are fixed side CNC sliding table, mobile side CNC sliding table and middle CNC sliding table. The three sliding tables are similar in structure and are composed of sliding plate, sliding table and servo drive system. There are six CNC axes on the three sliding tables, including three feed CNC axes and three positioning CNC axes. Each CNC axis is guided by precision linear rolling guide and driven by AC servo motor and ball screw, which ensures its positioning accuracy.
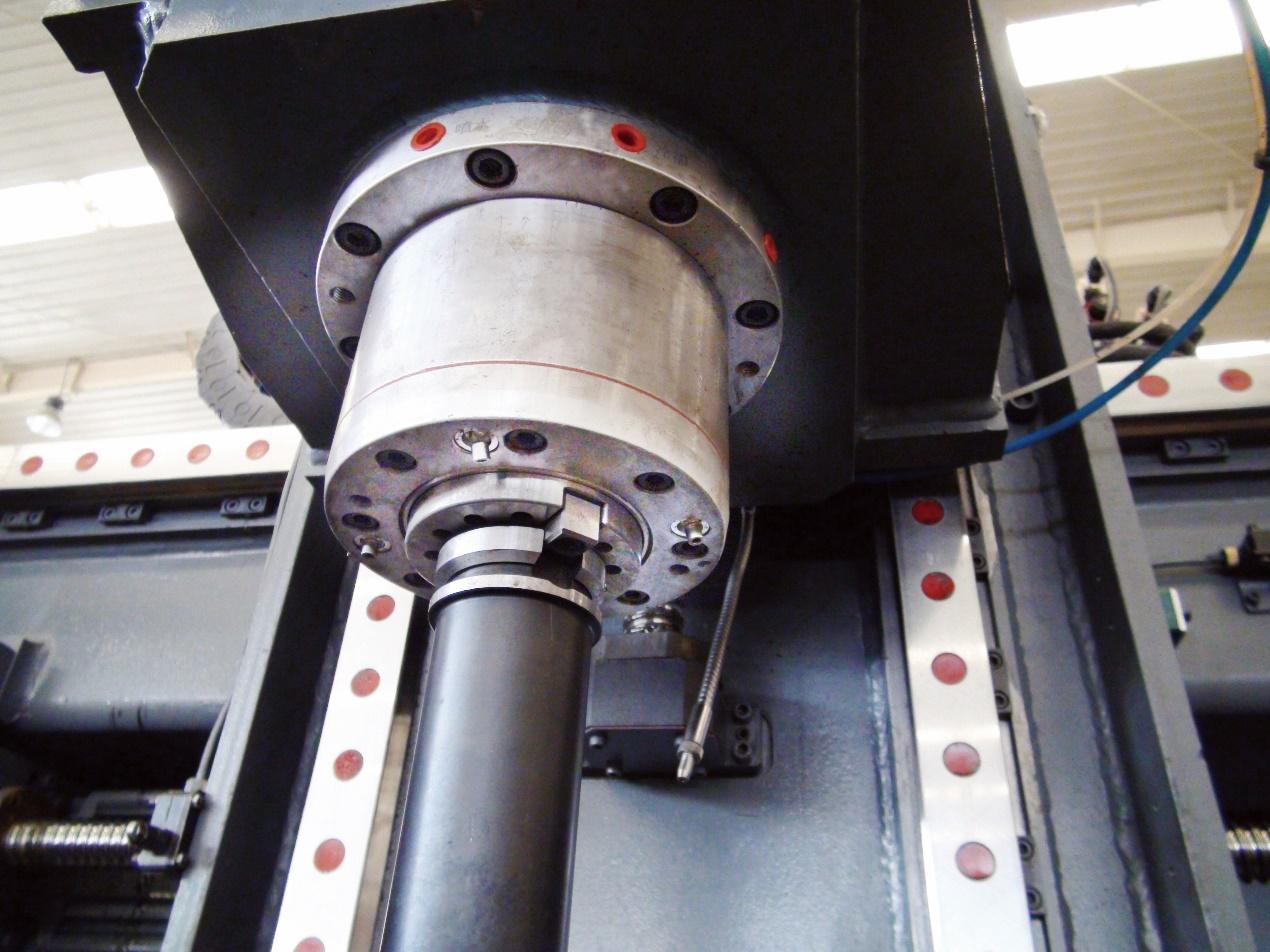
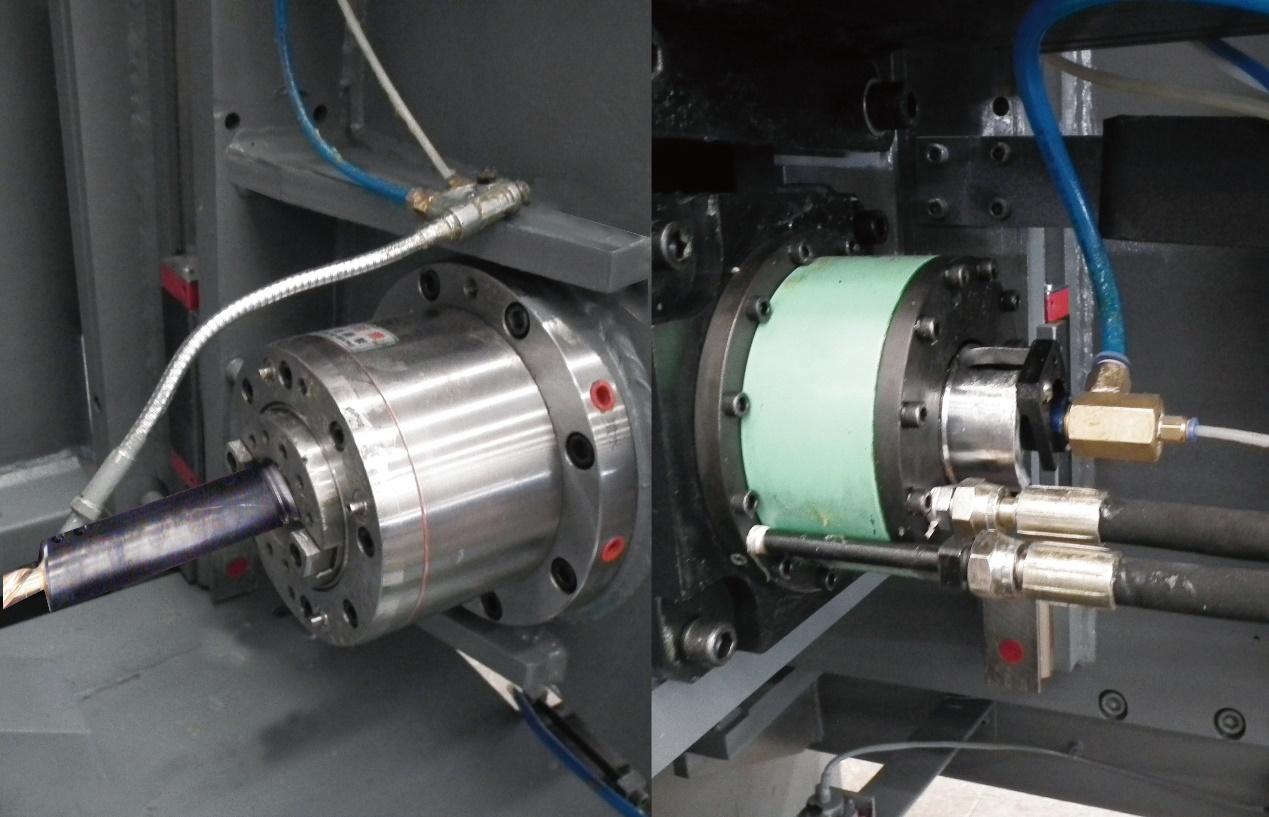
iv.There are three spindle boxes, which are respectively installed on three NC sliding tables for horizontal and vertical drilling. Each spindle box can be drilled separately or at the same time.
v.The spindle adopts precision spindle with high rotation precision and good rigidity. Equipped with BT40 taper hole, it is convenient for tool changing, and can be used to clamp twist drill and cemented carbide drill. The performance of drilling and tool changing is stable, and it has a wide range of applications. The speed can be continuously variable in a large range to meet a variety of speed requirements。
vi.The workpiece is fixed by hydraulic clamping. There are five hydraulic cylinders for horizontal clamping and vertical clamping respectively. The horizontal clamping is composed of fixed side reference and moving side clamping. The fixed side reference is fixed, and the moving side clamping is driven by the large oil cylinder to move the sliding table to the fixed side, so as to clamp the workpiece horizontally; There are two vertical clamping on the fixed side and two on the moving side. Each cylinder drives the pressure bar to move up and down in four positions to clamp the workpiece in the vertical direction。
vii.In order to meet the processing of multiple hole diameters, the machine tool is equipped with three in-line tool magazine, each unit is equipped with a tool magazine, and each tool magazine is equipped with four tool positions. During the drilling process, the three drilling headstock can automatically change tools, which can meet the needs of multiple hole diameters.
viii.The machine is equipped with workpiece width detection and web height detection device, which can effectively compensate the deformation of the workpiece and ensure the machining accuracy; The two kinds of detection devices adopt the wire encoder, which is convenient to install and reliable to work.
ix.The machine tool adopts the trolley feeding, and the CNC clamp feeding mechanism is composed of servo motor, gear, rack, detection encoder, etc.
x.Each spindle box is equipped with its own external cooling nozzle and internal cooling joint, which can be selected according to the needs of drilling. Internal cooling and external cooling can be used separately or at the same time.
xi.The system has a variety of workpiece programming methods: the system can be programmed manually, can also receive AutoCAD format files, and can directly receive DSTV files generated by xstell and other steel structure software to realize paperless production. Graphic display function, which can display the position, diameter and distance of holes on the workpiece.
xii.Chip collecting box: use universal caster to guide, easy to carry.
xiii.The machine tool is recommended to be equipped with Korean yestool tool, which is provided by the customer
xiv.electrical system
PLC and servo driver are connected by bus, which has strong anti-interference ability, faster signal processing, greatly shortens the system response time, and then improves the production efficiency. The spindle feed and positioning servo motors adopt physical absolute encoder, which does not need to return to the origin, runs stably and reliably, improves the machining efficiency of the machine tool, and can avoid the machining deviation caused by the misoperation of the origin switch.
The system has a variety of workpiece programming methods: the system can carry out manual programming, receive AutoCAD format files, and directly receive DSTV files generated by steel structure software such as xstell, so as to realize paperless production. Graphic display function, which can display the position, aperture, hole spacing and other information of the hole on the workpiece.
xv.Plasma Cutting unit
It is mainly composed of support, NC slide, plasma cutting head, protective cover and other components.
The NC slide has a NC axis, which can move the plasma cutting head in the height direction of the workpiece. The lead screw mechanism is driven by servo motor.
Equipped with protective cover to prevent splashes
3.Technical specification
H-beam | Section height | 100~500mm |
Flange width | 75~400mm |
U-shaped steel | Section height | 100~500mm |
Flange width | 75~200mm |
Maximum length of workpiece |
| 12000mm |
Maximum thickness of workpiece |
| 20mm |
Drilling power box | Quantity | 3 |
Maximum borehole diameter | Upper unit: cemented carbide φ 30mm / high speed steel φ 35mm Left and right units: φ 30mm |
Spindle taper hole | BT40 |
Spindle motor power | Left,Right 7.5KW Up 11KW |
Spindle speed (stepless speed regulation) | 20~2000r/min |
CNC axis | Quantity | 7 |
Servo motor power of fixed side, moving side and middle side feed shaft | 3×2kW |
Fixed side, moving side, middle side, moving side positioning axis servo motor power | 3×1.5kW |
Moving speed of three positioning CNC axes | 0~10m/min |
Moving speed of three feed CNC axes | 0~5m/min |
Up and down travel of fixed side and mobile side power head | 20-380mm |
Left and right travel of middle side power head | 30-470mm |
Width detection stroke | 400mm |
Web height detection stroke | 190mm |
Feeding trolley | Power of servo motor of feeding trolley | 5kW |
Maximum feeding speed | 30m/min |
Maximum feeding weight | 2.5t |
Cooling system | Compressed air pressure required | 0.8Mpa |
Number of nozzles | 3 |
Cooling mode | Internal cooling + external cooling |
Accuracy | Error of adjacent hole spacing in hole group | ±0.4mm |
Accuracy error of 10m feeding | ±1.0 |
Hydraulic system | Motor power of hydraulic station | 4kW |
system pressure | 6MPa |
electrical system |
| PLC+ sockets |
Plasma Cutting Unit | Number of cutting heads | 1 |
Cutting Type | Plasma |
Plasma specification | Max 105 |
Rated cutting current | 105A |
Use plasma gas | compressed air |
Servo motor power | 0.2 kw |
Maximum speed | 5 m/ min |
Trip | 400M |
our fixed supplier. It’s subject to be replaced by same quality components of other brand if the above supplier can’t supply the components in case of any special matter.
4.Work Environment:
1).Power supply: 3 phase 4 lines 380±10%V 50±1HZ
2).Compressed air pressure: ≥0.5MPa
3).Temperature: 0-40°C
4).Humidity: ≤75%





























